
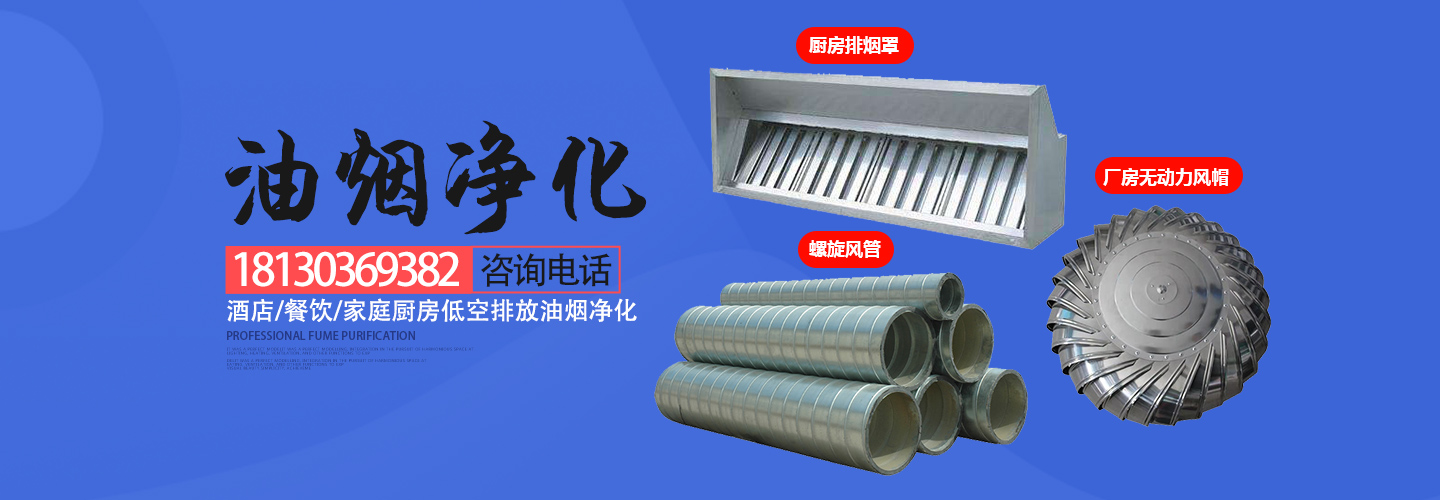



排烟管道统一般有:净化体系送回风管、大型空调通风管、矿用抽放道管、工业送排风通风管、环保体系吸排风管、矿用涂胶布风筒等。首要应用在工厂厂房的散热,除尘,食品车间的净化体系,商超,院校及楼房的大型空调的送风等。排烟管道体系是为了空气流通,下降有害物质而树立的一种设备。
通风管的风管制作以及装置所用板材和其它所用资料应契合规划及国家现行标准的规则。通风管道按原料分一般有:钢板风管(一般钢板)、镀锌板(白铁)风管、不锈钢通风管、玻璃钢通风管、塑料通风管、复合资料通风管、彩钢夹心保温板通风管、双面铝箔保温通风管、单面彩钢保温风管、涂胶布通风管(如矿用风筒)、矿用塑料通风管等。







风管材料的选材大致可分两大类:金属板和非金属板。金属板又分为普通钢板、镀锌钢板、不锈钢板、铝板等,其中以传统的镀锌钢板为常用;非金属板可分为硬聚氯乙希、有机玻璃钢、无机玻璃钢以及近几年新崛起的复合型轻质保温风管,如酚醛、聚氨酯、聚本乙烯、玻璃纤维等几类。其中镀锌风管应用为广泛。
镀锌铁皮风管制作规范中,镀锌风管加固要求中有一个条件是“风管长度大于1200mm需要采取加固措施”,采用原材料宽度1250mm作为制作管段标准原材料长度,成型1160mm长标准管段,可以节省部分管段加固材料,进一步节省材料和人工。


芜湖鑫森螺旋风管施工是按照以下方法进行的:
1.根据图纸及大样风管不同的几何形状和规格、分别进行划线展开。
2.板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工剪刀进行剪切。
3.剪切时,手严禁伸入机械压板空隙中。上刀架不准放置工具等物品,调整板料时,脚不能放在踏板上。使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4.板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5.咬口宽度和留量根据板材厚度而定,应符合要求构造和焊接方法而定。
6.铆钉连接时,必须使铆钉中心线垂直于板面,铆钉头应把板材压紧,使板缝密合并且铆钉排列整齐、均匀。板材之间铆接,一般中间可不加垫料,设计有规定时,按设计要求进行。
7.咬口连接根据使用范围选择咬口形式。适用范围可参照下表。
8.咬口时手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上。
9.咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。
10.折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。
11.制作圆风管时,将咬口两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
12.折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。


您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





